
Woven Cattle Fence Wire Grades: Strength, Steel Composition & Performance

Wire grade represents the structural core of woven fence performance. Unlike wire gauge—which measures diameter—wire grade defines the steel’s carbon content, tensile strength, and mechanical behavior under sustained load. The grade selected determines whether a fence maintains tension after 10 years or fails within 5; whether knots hold under livestock impact or slide under stress; and whether corrosion fatigue compromises the system before the coating fails. Wire grade is not a material specification—it is an engineering decision variable that dictates service life, maintenance frequency, and total lifecycle cost.
This analysis examines wire grade through three lenses: material composition and strength properties, mechanical performance under field conditions, and compatibility with structural systems (knot types, coating technologies, and tension design). Engineering readers should proceed through tensile behavior, fatigue resistance, and knot interaction before applying selection criteria to specific ranch applications.
What Is Wire Grade in Woven Cattle Fence?
Definition of Fence Wire Grade
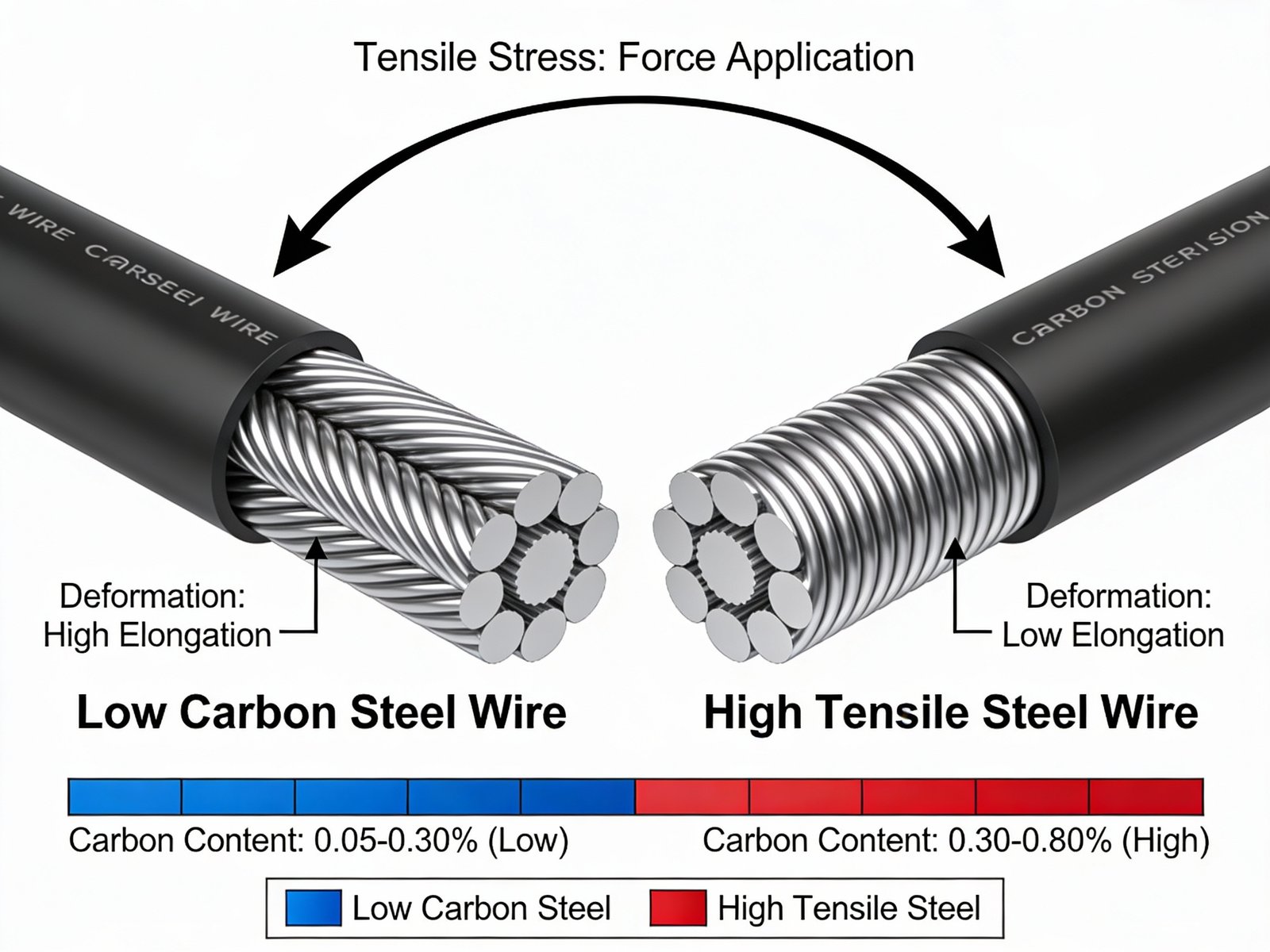
Wire grade designates the metallurgical and mechanical classification of steel wire used in agricultural fencing systems. Grade is determined by carbon content, alloying elements, heat treatment protocols, and resulting tensile strength—measured in pounds per square inch (psi) or Newtons per square millimeter (N/mm²). A wire’s grade governs its elastic modulus, yield point, elongation characteristics, and fatigue limit—properties that directly control whether a fence can sustain designed tension over decades of environmental cycling and livestock interaction.
In woven fence applications, wire grade functions as the primary determinant of long-term structural integrity. High-tensile grades (typically 170,000–200,000 psi) contain 0.28% or greater carbon content and exhibit minimal elongation (1–4%) under load, enabling installations with 25-foot post spacing and 30-year service horizons. Low-carbon grades (60,000–80,000 psi) with approximately 0.10% carbon provide 8–14% elongation, requiring tighter post spacing and periodic retensioning, but offer superior workability during installation. Medium-tensile grades occupy an intermediate performance zone at approximately 130,000–150,000 psi.
Wire Grade vs Wire Gauge (Common Misunderstanding)
The conflation of wire grade and wire gauge represents a persistent source of fence system failure. Wire gauge measures only cross-sectional diameter—12.5 gauge indicates 0.099-inch diameter regardless of material properties. Wire grade, conversely, defines the steel’s mechanical behavior: a 12.5-gauge high-tensile wire (200,000 psi) delivers breaking strength exceeding 1,400 pounds and elongates less than 3%, while 12.5-gauge low-carbon wire breaks at 950 pounds and stretches 14% before failure.
Field Failure Pattern: Specifying fence by gauge alone without grade verification has caused documented failures where installations expected 20-year lifespans experienced permanent deformation and knot slippage within 36 months. The diameter remains constant; the material’s capacity to resist creep, maintain tension through thermal cycling, and withstand impact loads varies by an order of magnitude.
This distinction matters operationally: low-carbon 12.5-gauge wire stretched to 300 pounds of initial tension will sag to 150 pounds within 24 months due to plastic deformation and stress relaxation. High-tensile 12.5-gauge wire maintains 90% of initial tension over the same period. Procurement specifications must state both gauge and grade with minimum tensile strength values (e.g., “12.5-gauge wire, minimum 170,000 psi tensile strength, ASTM A854 compliant”).
For comprehensive wire specifications across gauge and grade parameters, refer to Cattle Fence Wire Specifications.
Common Wire Grades Used in Woven Fence Systems
| Wire Grade | Carbon Content | Tensile Strength (psi) | Elongation at Break | Breaking Strength (12.5 ga) | Primary Application |
|---|---|---|---|---|---|
| Low Carbon (Mild Steel) | 0.10% | 60,000–80,000 | 8–14% | 950 lbs | Interior paddocks, temporary installations |
| Medium Tensile | 0.15–0.22% | 130,000–150,000 | 5–8% | 1,100–1,200 lbs | Cost-balanced permanent fence |
| High Tensile (Standard) | 0.28% | 170,000–185,000 | 2–4% | 1,350–1,400 lbs | Long-distance perimeter, fixed-knot systems |
| High Tensile (Premium) | 0.35–0.45% | 190,000–210,000 | 1–3% | 1,500–1,600 lbs | Critical containment, extreme environments |
Low Carbon Wire (Mild Steel)
Low-carbon fence wire, manufactured from steel rod with approximately 0.10% carbon content, exhibits tensile strength in the 60,000–80,000 psi range. This material classification provides maximum ductility and ease of handling during installation—wire can be bent, knotted by hand, and manipulated without specialized tools. The 12.5-gauge low-carbon wire typically delivers 950 pounds minimum breaking strength, sufficient for small-paddock applications where post spacing remains at 12 feet or less.
The material’s high elongation factor (8–14%) functions as both advantage and limitation. During installation, this property forgives minor tensioning errors and accommodates irregular terrain without specialized stretching equipment. Under sustained load, however, the same elongation manifests as permanent deformation. Low-carbon wire subjected to 400 pounds of tension—well below breaking strength—will experience plastic strain, gradually lengthening and losing tension over 12–36 months. Seasonal temperature variations exacerbate this behavior: thermal expansion during summer followed by winter contraction creates incremental permanent stretch, requiring annual retensioning to maintain structural integrity.
Low-carbon wire remains economically rational for interior cross-fencing in rotational grazing systems where 5–10 year replacement cycles are acceptable and where labor costs for periodic maintenance are minimal. The material should not be specified for perimeter security, long-span installations (>15 feet between posts), or applications requiring sustained tension over decades.
High-Tensile Wire
High-tensile fence wire represents a distinct metallurgical class, manufactured from steel containing 0.28% or greater carbon content and frequently incorporating micro-alloying elements (manganese, silicon) to enhance strength. Standard high-tensile grades deliver 170,000–185,000 psi tensile strength, with premium grades reaching 190,000–210,000 psi. This strength increase—200% to 300% above low-carbon wire—fundamentally alters fence system design parameters.
The material’s defining characteristic is minimal elongation: high-tensile wire stretches 1–4% before failure, compared to 8–14% for low-carbon grades. This behavior enables two critical engineering advantages. First, installed wire maintains designed tension through thermal cycling—tests demonstrate that high-tensile wire tensioned to 250 pounds retains 220–230 pounds (88–92% of original tension) after five years, whereas low-carbon wire at identical initial tension relaxes to 120–150 pounds (48–60% retention) over the same period. Second, the material’s elastic response to impact—livestock collision, falling branch contact—allows temporary deflection followed by complete recovery without permanent deformation or tension loss.
High-tensile wire’s coupling with knot structures determines system-level performance. Fixed-knot assemblies require high-tensile line wires to prevent knot slippage: when vertical stay wire and horizontal line wire both exhibit minimal elongation, the knot remains mechanically locked under stress. Conversely, pairing high-tensile stay wires with low-carbon line wires creates differential movement that allows knots to slide along the line wire under repeated loading, compromising vertical strength and enabling fabric sag.
The material’s brittleness—inverse correlation with ductility—requires modified installation protocols. High-tensile wire cannot be hand-knotted; terminations require crimp sleeves compressed with hydraulic tools to achieve full wire strength at connections. Sharp bends (radius less than 3 inches) create stress concentrations that reduce effective tensile capacity by 15–25%. Installers accustomed to low-carbon wire techniques must adopt tension-limiting practices: over-tensioning high-tensile wire beyond 300 pounds (for 12.5-gauge) risks post heaving, brace failure, or wire fracture at connection points.
Specialty Alloy / Enhanced Tensile Grades
Premium high-tensile grades (190,000–210,000 psi) incorporate controlled alloying and thermomechanical processing to achieve strength levels approaching spring steel specifications. These materials find application in three scenarios: perimeter fencing for high-value livestock (registered breeding stock, exotic species) where containment failure costs exceed material premium; installations in extreme terrain where post spacing must reach 30–40 feet due to rocky substrate or steep slopes; and coastal or industrial environments where corrosion-fatigue interaction accelerates standard wire degradation.
Enhanced-grade wires frequently couple with advanced coating systems—Zn-5Al-MM (zinc-5% aluminum-mischmetal alloy) per ASTM A854 Type II, or aluminum-clad steel—that provide 2× to 3× coating life compared to standard Class 3 galvanization. The pairing addresses a critical vulnerability: high-tensile wire under sustained tension becomes more susceptible to stress-corrosion cracking when coating integrity fails. Premium grades with enhanced coatings extend the interval before substrate exposure from 15–20 years (standard high-tensile, Class 3 zinc) to 30–40 years, aligning wire life with coating life.
Economic justification for specialty grades requires lifecycle analysis: 20% material cost premium may yield 40–60% reduction in total cost of ownership when maintenance labor, downtime, and replacement costs are included. The break-even point typically occurs in installations exceeding 2 miles of perimeter fence where post-spacing benefits reduce initial construction cost, offsetting wire premium.
Mechanical Performance Differences by Wire Grade
Tensile Strength & Load Retention
Tensile strength—the maximum stress a material withstands before fracture—represents only the starting point for understanding wire grade performance. Long-term load retention under constant stress (creep resistance) separates functional fence systems from premature failures. Creep, the time-dependent plastic deformation occurring below yield strength, manifests in fence systems as gradual tension loss even when applied loads remain constant.
Empirical data from accelerated aging tests demonstrate divergent creep behavior across wire grades. Low-carbon wire loaded to 50% of tensile strength (approximately 400 pounds for 12.5-gauge) exhibits measurable creep within 6 months: 2–3% length increase corresponds to 75–100 pounds of tension loss. At 18 months, cumulative elongation reaches 5–7%, reducing effective tension to 40–50% of initial values. High-tensile wire at equivalent relative loading (50% of its 1,400-pound capacity = 700 pounds initial tension) demonstrates 0.3–0.5% creep over 18 months, maintaining 85–90% of initial tension.
This divergence becomes critical in fixed-knot fence systems where sustained line-wire tension prevents knot slippage. Field observations document that low-carbon fixed-knot fences require retensioning within 24–36 months to arrest vertical sag, whereas high-tensile fixed-knot systems maintain vertical integrity for 8–12 years before first maintenance intervention. The tension retention differential—high-tensile wire sustaining 90% of design load where low-carbon wire retains 45%—explains observed 3× to 4× service life extension despite only 2× to 3× strength increase.
Elasticity vs Permanent Deformation
Wire grade determines the boundary between elastic deformation (full recovery upon load removal) and plastic deformation (permanent shape change). This distinction governs fence response to livestock impact, snow load, and thermal cycling—the three dominant dynamic loading conditions in agricultural installations.
Low-carbon wire exhibits yield strength at approximately 75–80% of ultimate tensile strength: a 12.5-gauge wire with 80,000 psi tensile strength (1,000 pounds breaking load) begins permanent deformation at 750–800 pounds applied force. Cattle impact—estimated at 800–1,200 pounds for a 1,400-pound animal at walking speed collision—exceeds this threshold, creating permanent wire elongation with each contact event. Twenty such impacts over a grazing season produce cumulative 8–12 inches of length increase over a 100-foot span, visible as fence sag even when corner bracing remains intact.
High-tensile wire maintains elastic behavior to 85–92% of ultimate strength: 12.5-gauge high-tensile wire (1,400 pounds breaking strength) remains elastic to 1,190–1,288 pounds applied force. The same cattle impact that permanently deforms low-carbon wire causes temporary 6–8 inch deflection in high-tensile wire, followed by complete recovery within 0.5–1.0 seconds. This elastic response not only preserves fence geometry but provides psychological deterrent effect—animals experience firm resistance without permanent boundary change, reinforcing containment training.
The practical implication extends beyond impact resistance: elastic behavior enables high-tensile fence to accommodate thermal expansion. Steel’s linear expansion coefficient (6.5 × 10⁻⁶ per °F) produces 1.95 inches of length change per 100 feet of wire across a 60°F temperature swing (summer peak to winter minimum). High-tensile wire absorbs this movement through elastic strain, tension varying from 200 pounds (summer) to 350 pounds (winter) while remaining fully elastic. Low-carbon wire experiences partial plastic deformation during winter contraction, failing to return to original length when temperature rises, necessitating spring retensioning.
Fatigue Resistance Under Cyclic Loads
Fatigue—progressive structural damage accumulating under repeated stress cycles—determines fence longevity in operational environments where wire experiences continuous loading variations. Wind induces 50–200 cycles per day at 0.5–2 Hz frequency; diurnal temperature changes create daily tension cycles; livestock interaction adds 5–20 impact events per week. A fence accumulates 25,000–50,000 load cycles annually, reaching 250,000–500,000 cycles over a 10-year service period and 750,000–1,500,000 cycles over 30 years.
Wire fatigue strength—the maximum cyclic stress a material withstands for a specified number of cycles without failure—sits substantially below static tensile strength. For low-carbon steel wire, fatigue strength at 100,000 cycles typically measures 30–37% of ultimate tensile strength. A 12.5-gauge low-carbon wire with 1,000 pounds breaking strength exhibits 100,000-cycle fatigue strength of 300–370 pounds. Installations tensioned to 400 pounds—well below static breaking strength—accumulate fatigue damage with each stress cycle, leading to fatigue crack initiation at stress concentrations (knot points, staple contacts, coating defects) within 5–8 years.
High-tensile wire demonstrates superior fatigue resistance due to refined grain structure and absence of inclusions in high-carbon steel. Fatigue strength at 100,000 cycles reaches 40–45% of ultimate tensile strength: 12.5-gauge high-tensile wire (1,400 pounds breaking strength) withstands 560–630 pounds cyclic loading for 100,000 cycles. At typical installation tension (250 pounds), high-tensile wire operates at 18% of ultimate strength and 40–45% of fatigue strength, positioning the system well within infinite-life regime where fatigue failure probability approaches zero over service life.
The fatigue performance differential manifests in field data: properly installed high-tensile fences in moderate climates (Environmental Severity Classification C2–C3) demonstrate 25–30 year service life before wire replacement, whereas low-carbon fences in identical conditions require replacement at 12–15 years. The 2× service life extension derives not from strength alone but from fatigue resistance positioning high-tensile wire below the damage-accumulation threshold throughout its operational life.
For detailed analysis of tension design principles that complement wire grade selection, see Wire Spacing and Tension Design.
Wire Grade Compatibility with Knot Types

Fixed Knot & High-Tensile Wire
Fixed-knot fence design—where a separate wire wrap permanently locks horizontal line wire to vertical stay wire—requires high-tensile wire grades to achieve specified performance. The fixed-knot mechanism functions through friction and mechanical interference: the knot wire (typically 14.5–15.5 gauge) compresses against both line wire and stay wire, creating a joint that resists sliding under vertical load. Joint integrity depends on sustained compression, which requires line-wire tension maintenance over decades.
Pairing fixed knots with low-carbon line wire creates a progressive failure mode: as line wire creeps under sustained tension, it elongates and reduces in diameter due to Poisson contraction (transverse strain accompanying axial extension). The 0.002–0.004 inch diameter reduction—measured after 5,000–10,000 hours under load—loosens knot compression by 15–25%, enabling knot rotation and sliding. Field observations document vertical sag of 4–8 inches over 24–36 months in fixed-knot fences using low-carbon line wire, despite properly installed corner bracing and initial tensioning.
High-tensile wire’s minimal creep (0.3–0.5% over 18 months) maintains knot compression indefinitely. Fixed-knot fences with high-tensile line wire demonstrate less than 1 inch of vertical displacement over 10-year periods, effectively functioning as rigid panels between posts. This behavior enables 25-foot post spacing—impossible with low-carbon wire—reducing installation cost by 35–40% while improving vertical strength. The material pairing has become industry standard for perimeter security and predator exclusion applications.
Knot stress analysis reveals that line-wire tensile strength must exceed 1,200 pounds to prevent knot-induced failure under worst-case loading (combined line-wire tension plus maximum vertical load from livestock climbing or predator breach attempts). This threshold eliminates low-carbon wire (950-pound breaking strength) from fixed-knot applications and explains observed knot breakage in mixed-grade installations.
Technical details on fixed-knot design principles are available at Fixed Knot Fence Systems.
Hinge Joint with Low / Medium Grade Wire
Hinge-joint knot construction—where vertical stay wire wraps around line wire in 2–3 turns, creating a flexible connection—tolerates and indeed benefits from the elongation properties of low-carbon wire. The hinge mechanism allows differential movement between line wire and stay wire: when livestock impacts the fence, stay wires rotate slightly around line wires, distributing impact energy across multiple knot points rather than concentrating stress at a single locked connection.
Low-carbon wire’s 8–14% elongation provides shock-absorption capacity that reduces peak forces transmitted to corner bracing. A 1,000-pound impact on low-carbon hinge-joint fence generates 650–750 pounds peak line-wire tension (energy absorbed through elastic plus plastic deformation), compared to 900–1,100 pounds in rigid high-tensile fixed-knot systems. This force reduction extends brace assembly life and reduces post-heaving probability in soft soils.
The cost-performance trade-off favors hinge-joint construction with low-carbon wire for applications prioritizing initial cost over longevity: small farms with 1–2 miles of interior fence, hobby operations where 10-year replacement cycles are acceptable, and installations where terrain prohibits mechanized tensioning equipment required for high-tensile wire. Post spacing must decrease to 12 feet (versus 25 feet for high-tensile fixed-knot), partially offsetting wire cost savings, but total material cost typically runs 18–25% below high-tensile fixed-knot alternatives.
Medium-tensile wire (130,000–150,000 psi) occupies a performance middle ground: compatible with hinge-joint construction while offering improved tension retention (75–80% over 5 years) compared to low-carbon grades (45–55% retention). Several manufacturers offer medium-tensile hinge-joint products positioned as premium alternatives to low-carbon fence, claiming 3–5× service life extension at 30–40% cost premium. Field validation of these claims remains limited, but theoretical analysis suggests that medium-tensile wire’s fatigue properties should deliver 18–22 year service life versus 12–15 years for low-carbon hinge-joint fence.
Comprehensive hinge-joint specifications and installation guidelines: Hinge Joint Knot Systems.
S Knot & Reinforced Line Wires
S-knot (also termed square-deal or square knot) construction employs a separate piece of wire formed in an “S” profile to connect line wire and stay wire, creating a joint with vertical strength intermediate between hinge-joint (lowest) and fixed-knot (highest) configurations. The S-knot design tolerates both low-carbon and high-tensile line wire, with material selection driven by application requirements rather than structural necessity.
S-knot fences for high-pressure livestock species (horses, sheep, goats) typically specify high-tensile wire to prevent permanent deformation from repeated rubbing and climbing attempts. The smooth knot profile—lacking the protruding wrap ends characteristic of hinge-joint construction—reduces hide damage and entanglement risk, but requires sustained line-wire tension to maintain vertical geometry. High-tensile grades ensure that 48-inch to 60-inch fence height remains constant over 15–20 year service periods without retensioning, critical for species that test fence integrity continuously.
Conversely, S-knot fences for perimeter applications with docile cattle may utilize low-carbon wire where shock absorption and easy installation outweigh longevity requirements. The S-knot’s mechanical advantage—distributing vertical load across the full S-profile rather than concentrating stress at a single wrap point—reduces line-wire stress by 20–30% compared to hinge-joint designs, partially compensating for low-carbon wire’s reduced strength.
A hybrid approach specifies high-tensile wire for top and bottom line wires (which carry maximum tension and determine overall fence tightness) with medium or low-carbon wire for intermediate lines (which experience lower stress). This configuration reduces material cost by 12–18% while maintaining structural performance, though it complicates procurement and installation.
S-knot technical specifications and recommended wire grades: S Knot Fence Design.
Wire Grade vs Corrosion & Lifespan
Interaction Between Wire Grade and Coating
Wire grade and coating system represent independent but interactive failure mechanisms. Steel substrate provides mechanical strength; metallic coating (zinc, zinc-aluminum alloy, or aluminum) provides corrosion protection. The interaction determines whether fence life is coating-limited (substrate remains structurally sound when coating fails) or substrate-limited (mechanical degradation precedes coating failure).
In properly designed systems, coating life should equal or slightly exceed required service life, with substrate retaining 100% of design strength throughout the coating protection period. This alignment occurs naturally with low-carbon wire: fatigue and creep limit service life to 12–15 years in moderate climates (ESC C2–C3), while Class 1 galvanization provides 10–12 years of protection and Class 3 provides 15–20 years. The system fails mechanically (through tension loss and sag) before corrosion becomes limiting.
High-tensile wire inverts this relationship: mechanical properties support 30–40 year service life, but standard Class 3 galvanization begins failing at 15–20 years in C2–C3 environments. The mismatch creates a critical vulnerability window where mechanically sound but coating-compromised wire develops stress-corrosion cracking, potentially reducing effective life to 20–25 years—still superior to low-carbon alternatives, but failing to achieve high-tensile wire’s full longevity potential.
Coating-substrate interaction also affects fatigue performance. Galvanization process—hot-dip immersion in molten zinc at 860°F—creates metallurgical bonding through zinc-iron intermetallic layer formation. This layer (1–3 microns thick) is harder and more brittle than the underlying steel. Under cyclic loading, fatigue cracks can initiate in the brittle intermetallic layer and propagate into the substrate, reducing fatigue strength by 8–12% compared to ungalvanized wire. High-tensile grades, with inherently superior fatigue resistance, tolerate this reduction; low-carbon wire’s marginal fatigue properties suffer more significant degradation.
Enhanced coating systems—Zn-5Al-MM alloy (Class 40), aluminum cladding—extend protection periods to 30–40 years, aligning with high-tensile wire’s mechanical life and eliminating the coating-limited failure mode. The coating premium (40–60% material cost increase) becomes economically rational for installations where replacement labor exceeds material cost or where access difficulties make mid-life replacement impractical.
For comprehensive analysis of coating interactions, see Galvanized Coatings and Corrosion Resistance.
Stress Corrosion & Coating Failure
Stress-corrosion cracking (SCC)—brittle fracture occurring at stress levels below yield strength when metal is simultaneously exposed to tensile stress and corrosive environment—represents the primary failure mechanism in high-tensile fence wire after coating degradation. SCC does not affect low-carbon wire significantly due to insufficient sustained stress levels; the phenomenon is specific to high-strength steels under sustained tension in corrosive atmospheres.
The mechanism initiates when zinc coating fails through mechanical damage (abrasion, impact) or end-of-life corrosion, exposing bare steel to atmospheric moisture. In the presence of chloride ions (coastal environments, road-salt spray, agricultural chemicals) or hydrogen sulfide (livestock confinement areas), exposed high-carbon steel under 150+ pounds tension develops micro-cracks perpendicular to stress direction. These cracks propagate at 0.001–0.01 inches per year—imperceptible during annual inspection—until crack depth reaches critical size (typically 30–50% of wire diameter), whereupon sudden fracture occurs.
Field data document SCC-induced fence failures in coastal installations (ESC C4–C5) at 12–18 years for high-tensile wire with standard Class 3 galvanization—substantially shorter than the 25–30 year mechanical life observed in dry inland climates (ESC C1–C2). The failures concentrate at stress-concentration points: staple contact areas where coating damage occurs during installation, crimp sleeves where wire surface is mechanically disturbed, and knot locations where multi-wire contact creates galvanic cells.
| Environment Classification | Chloride Exposure | Low-Carbon Wire Life (Class 3) | High-Tensile Wire Life (Class 3) | High-Tensile Wire Life (Zn-5Al-MM) |
|---|---|---|---|---|
| C1 (Dry inland) | Minimal | 12–15 years | 28–32 years | 38–45 years |
| C2 (Moderate inland) | Low | 10–13 years | 22–28 years | 32–38 years |
| C3 (Humid/urban) | Moderate | 8–11 years | 18–24 years | 28–35 years |
| C4 (Coastal) | High | 5–8 years | 12–18 years* | 22–28 years |
| C5 (Aggressive coastal) | Very high | 3–6 years | 8–14 years* | 18–25 years |
*Life reduced by stress-corrosion cracking; mechanically capable of 25–30 years but coating-substrate interaction limits actual service life.
SCC mitigation strategies include: (1) enhanced coating specification (Zn-5Al-MM minimum for ESC C3 and higher); (2) tension limitation to 200–225 pounds for coastal installations versus 250–275 pounds inland; (3) polymer topcoat application providing barrier protection against chloride ingress; (4) cathodic protection using sacrificial zinc anodes at critical points (gates, corners). Strategy selection depends on environmental severity and economic constraints, with coating upgrade typically providing best cost-effectiveness.
Selecting the Right Wire Grade for Ranch Applications
Small Pasture & Interior Fencing
Interior subdivision fencing—cross-fences creating paddocks within perimeter boundaries—prioritizes ease of installation, modification flexibility, and cost minimization over maximum longevity. Livestock contained within secure perimeter experience lower escape motivation, reducing stress on interior fences. These conditions favor low-carbon or medium-tensile wire grades.
Recommended specification: 12.5-gauge low-carbon wire (60,000–80,000 psi), hinge-joint or S-knot construction, 12-foot post spacing, Class 1 galvanization. Expected service life: 10–15 years with one retensioning cycle at 5–7 years. Suitable for rotational grazing systems where fence relocation occurs every 5–10 years as management practices evolve.
Not recommended: High-tensile wire for interior fencing increases material cost 35–50% while providing minimal performance advantage in low-stress applications. The durability premium exceeds typical paddock fence lifecycle (reconfigured before mechanical failure), making high-tensile specification economically inefficient. Exception: small properties (under 20 acres) where interior fence serves secondary perimeter function may justify high-tensile investment.
Medium-tensile wire occupies a rational middle ground for interior fencing in organic operations or where chemical-free protocols prohibit herbicide use for fence-line vegetation control. The improved fatigue resistance (versus low-carbon) reduces wire breakage from falling branches and weather damage, decreasing maintenance interventions in low-access areas. Cost premium (15–25% above low-carbon) becomes justified when labor availability limits maintenance frequency.
Large-Scale Ranch & Perimeter Fencing
Perimeter fencing—defining property boundaries, excluding predators, containing high-value livestock—demands maximum durability and minimal maintenance. Failure costs include livestock loss, liability exposure, and emergency repair labor. These requirements mandate high-tensile wire specification except where terrain or soil conditions prohibit necessary corner bracing.
Recommended specification: 12.5-gauge high-tensile wire (170,000+ psi), fixed-knot construction, 25-foot post spacing, Class 3 galvanization minimum (Zn-5Al-MM for ESC C3 and higher). Expected service life: 25–30 years with zero scheduled maintenance in moderate climates; 20–25 years in aggressive environments with enhanced coating. Critical for installations exceeding 1 mile continuous length where post-spacing economics become significant.
Lifecycle cost analysis demonstrates that high-tensile perimeter fence delivers 40–55% lower total cost of ownership compared to low-carbon alternatives over 30-year analysis periods. The advantage derives from three factors: (1) 40% fewer posts reduce initial installation cost despite wire premium; (2) zero retensioning requirement eliminates recurring labor cost; (3) 2× service life defers replacement capital expenditure. Break-even occurs at 0.8–1.2 miles of continuous fence, after which high-tensile specification becomes economically dominant.
Large-scale ranch fencing applications and economic optimization: Large-Scale Ranch and Farm Applications.
Lifecycle Cost Perspective
Total cost of ownership analysis must incorporate installation labor, materials, maintenance interventions, and replacement timing discounted to present value. Surface-level comparisons examining only material cost misrepresent economic reality.
| Cost Component | Low-Carbon Hinge-Joint | High-Tensile Fixed-Knot | Variance |
|---|---|---|---|
| Wire (per mile) | $3,200 | $4,800 | +50% |
| Posts (spacing impact) | $8,400 (12-ft spacing) | $5,200 (25-ft spacing) | -38% |
| Installation labor | $6,800 | $5,400 | -21% |
| Initial installation | $18,400 | $15,400 | -16% |
| Retensioning (Year 5) | $1,200 | $0 | -100% |
| Retensioning (Year 10) | $1,200 | $0 | -100% |
| Replacement (Year 15) | $18,400 | $0 | -100% |
| 30-year total (7% discount) | $34,700 | $16,900 | -51% |
| Annual cost per mile | $2,313 | $1,127 | -51% |
The analysis reveals that high-tensile fence costs 51% less annually despite 50% higher wire cost—post-spacing reduction drives initial cost advantage, while maintenance elimination and extended service life compound savings over time. Sensitivity analysis indicates this conclusion holds across discount rates of 3–10% and labor cost ranges of $25–75 per hour.
Economic Decision Rule: Specify high-tensile wire for any fence installation where expected service period exceeds 15 years and continuous length exceeds 0.5 miles. Specify low-carbon wire for temporary installations (under 10-year horizon) or short segments (under 500 feet) where post-spacing economics cannot be captured. Medium-tensile wire rarely optimizes lifecycle cost except in specific niche applications combining moderate longevity requirements with difficult installation conditions.
Economic modeling incorporating replacement cycles and maintenance costs: Woven Wire Fence Lifespan and Durability.
Common Mistakes in Wire Grade Selection
Choosing by Price Only
Material cost represents 18–35% of total fence system cost depending on installation scale. Optimizing this component without considering installation labor (35–45% of total cost), maintenance requirements (5–15% of lifecycle cost), and service life (determining replacement timing) produces systematically suboptimal decisions.
The failure pattern appears consistently: operators purchase low-carbon wire citing 30–40% lower material cost, install the fence with 12-foot post spacing (standard for low-carbon), realize at Year 5 that retensioning requires $800–1,500 per mile in labor, retension again at Year 10, and face full replacement at Year 12–15. Meanwhile, high-tensile fence installed initially at 15% lower total cost (post-spacing advantage) requires zero maintenance through Year 25.
Price-only optimization ignores opportunity cost: capital and labor invested in Year 5 and Year 10 retensioning could finance additional fencing, pasture improvement, or other productive assets. The internal rate of return on high-tensile fence premium (calculating NPV of avoided maintenance and deferred replacement) typically exceeds 15–25%—substantially above cost of capital for agricultural operations.
Ignoring Tension Design
Wire grade selection cannot be divorced from fence tension design—the engineered specification of corner bracing, line-post spacing, and wire tension values that determine system-level structural behavior. Specifying high-tensile wire without corresponding corner brace upgrade creates predictable failure: 250-pound line-wire tension multiplied by 7–9 horizontal wires produces 1,750–2,250 pounds total force at corner posts. Standard low-carbon fence bracing (designed for 1,200–1,500 pounds total force) experiences post heaving, brace deflection, and progressive failure.
The inverse mistake—specifying oversized corner bracing with low-carbon wire—wastes capital: robust bracing capable of restraining 2,500 pounds total force costs 40–60% more than standard assemblies, but low-carbon wire’s tension loss through creep reduces loading to 800–1,200 pounds within 36 months, rendering the premium bracing unnecessary.
Correct approach: Select wire grade first based on service-life requirements and economic analysis. Then specify corner bracing, line-post spacing, and installation tension compatible with that grade’s mechanical properties. High-tensile wire requires robust corner bracing (6-inch diameter posts, 42-inch minimum depth, compression brace design) and 20–25 foot line-post spacing. Low-carbon wire performs adequately with lighter bracing (5-inch posts, 36-inch depth, tension-cable design) and 12-foot line-post spacing. Attempting to mix components from different grade-classes produces systems that fail to achieve either grade’s performance potential.
Mismatch Between Knot & Wire Grade
The most technically preventable failure mode involves pairing fixed-knot construction with low-carbon wire or conversely specifying high-tensile wire with hinge-joint knots that cannot utilize the material’s properties. Both combinations squander either material cost or performance potential.
Fixed-knot fence requires sustained line-wire tension to prevent knot slippage—the mechanism’s fundamental operating principle. Low-carbon wire cannot maintain the required tension due to creep: within 24–36 months, line-wire elongation loosens knot compression, enabling vertical movement that negates the fixed-knot’s primary advantage (vertical strength without intermediate stays). The result: fixed-knot fence exhibiting performance equivalent to hinge-joint fence while costing 18–25% more due to complex knot fabrication. Documented cases show operators paying premium for fixed-knot design, then experiencing sag requiring stay-wire installation at Year 3—converting fixed-knot to de facto hinge-joint at additional cost.
Conversely, hinge-joint fence with high-tensile wire fails to capture post-spacing benefits: hinge-joint mechanical properties (rotational flexibility at each connection) require 12–15 foot post spacing regardless of wire grade. Using high-tensile wire in this configuration costs 35–50% more than low-carbon while delivering only marginal performance improvement (tension retention benefit negated by post-spacing constraint). The specification makes economic sense only in unique scenarios: existing fence-line with posts already installed at 12-foot spacing where wire replacement uses high-tensile for longevity without post modification.
Specification Rule: Fixed-knot construction mandates high-tensile wire (minimum 170,000 psi). Hinge-joint construction performs adequately with low-carbon wire; high-tensile upgrade provides marginal benefit. S-knot construction accommodates either grade based on application requirements. Violating these pairings produces systems that underperform economically or structurally.
Summary: Engineering Takeaways
Wire grade represents the decisive material specification in woven fence design—the variable determining whether installations achieve 10-year or 30-year service life, whether corner assemblies withstand operational loads or fail progressively, and whether total lifecycle cost minimizes or escalates through recurring maintenance expenditure.
When wire grade is first priority: Perimeter fence installations exceeding 0.5 miles continuous length; applications requiring 25+ year service life; environments where maintenance access is restricted or labor costs exceed $50 per hour; containment of high-value livestock where escape costs justify material premium; predator exclusion scenarios where fence failure creates liability exposure. In these conditions, high-tensile wire grade (minimum 170,000 psi) becomes non-negotiable—the specification upon which all other design decisions depend.
When coating is the determining factor: Coastal environments (ESC C4–C5) where chloride exposure accelerates corrosion; installations near roads receiving winter de-icing salt application; livestock confinement areas with hydrogen sulfide exposure from manure decomposition; regions with industrial atmospheric contamination. In these scenarios, enhanced coating specification (Zn-5Al-MM or aluminum cladding) extends service life more effectively than grade upgrade alone. Optimal approach pairs high-tensile wire with premium coating—addressing both mechanical and environmental failure mechanisms.
Three-sentence selection guide: Specify high-tensile wire (170,000+ psi) with fixed-knot construction and Class 3 minimum galvanization for perimeter fence, permanent installations, and applications requiring maximum durability with minimal maintenance. Specify low-carbon wire (60,000–80,000 psi) with hinge-joint construction and Class 1 galvanization for interior subdivision, temporary fence, and applications where 10-year replacement cycles are economically acceptable. Medium-tensile wire (130,000–150,000 psi) occupies a niche position for operators seeking performance intermediate between low-carbon and high-tensile, though lifecycle cost analysis rarely identifies this specification as optimal.
Wire grade selection, properly executed, aligns material properties with operational requirements and economic constraints—transforming fence from commodity expense to engineered asset delivering decades of reliable service.
For comprehensive analysis of factors affecting fence longevity beyond wire grade: Woven Wire Fence Lifespan and Durability.