
How Environment Affects Cattle Fence Wire Selection
Fencing is not a one-size-fits-all system. Soil conditions, humidity levels, temperature variations, and wind and snow patterns directly influence the durability, corrosion rate, and maintenance requirements of fence components. When designing fence systems, environmental dimensions are foundational inputs—ignoring these factors leads to premature material failure, escalating maintenance costs, and even compromised livestock safety.
This article focuses on environment-specific fence selection, helping decision-makers align materials and structure with real environmental constraints. The goal is engineering logic and decision criteria, not promotional language or exaggeration.

Different environmental conditions affecting cattle fence wire performance
1. Climate Factors and Fencing Design
Climate conditions are the primary environmental variable in fence design. Performance differences for identical wire and post specifications across different climate zones can reach 5-10× lifespan variation. This difference stems from fundamental changes in corrosion mechanisms, material stress, and maintenance requirements.
1.1 Humid and Hot Climates
Engineering Key Points
- Primary risk in humid environments is coating consumption rate, not wire strength
- Class 3 is minimum engineering standard; Class 1 qualifies as short-term solution in high-moisture areas
- PVC coating suits low-abrasion humid environments but fails in dust/sand zones
Critical Issues Identification
Humid climates accelerate fence degradation through three mechanisms: persistent surface moisture promotes electrochemical corrosion, high-humidity environments keep metal surfaces wet, and wood posts decay under prolonged moisture exposure. In regions like Jacksonville, Florida, humidity peaks at 62% in September, with year-round moisture combined with UV exposure significantly shortening fence lifespan.
Galvanized coating failure rates in humid climates substantially exceed those in arid regions. Standard Class 1 galvanization (0.28 oz zinc/sq ft) may begin showing rust within 2-4 years in humid climates, while the same coating maintains 8-12 years in dry climates. This fundamental difference arises from continuous water presence accelerating zinc oxidation reactions and rapidly consuming protective layers.
Engineering Decision Points
In humid environments, coating grade selection should prioritize corrosion resistance over pure strength metrics. Class III galvanization (0.80 oz zinc/sq ft) provides 13-30 years of rust protection with 96% more zinc than Class 1, representing the minimum acceptable standard in wet regions. For extreme moisture or coastal areas, zinc-aluminum Class 20 (25-30 year lifespan) or Class 40 (50+ years) are engineering-superior choices.
PVC-coated wire demonstrates unique advantages in wet regions. The polyvinyl chloride outer layer not only isolates moisture contact but provides UV inhibitors preventing sunlight degradation. However, coating integrity remains critical—once the coating cracks or peels, exposed wire corrodes rapidly, especially in high-wear environments. Therefore, PVC-coated wire best suits humid but low-mechanical-contact applications.
Horizontal support nodes and connection plates must employ moisture-resistant design. Traditional wood posts in high-humidity environments are prone to base rot; pressure-treated lumber or metal posts are recommended. For wood components, applying water-repellent sealant and UV-blocking stain every 1-3 years can significantly extend service life.
Key Conclusion: The core design principle for humid environments: prioritize high-grade coatings and waterproof coating systems rather than simply increasing wire strength or diameter. A fence system with Class 3 galvanization combined with proper drainage design has far lower whole-life-cycle costs than frequent replacement of low-grade systems.
1.2 Dry and Dusty Climates
Environmental Impact Performance
The threat mechanisms in arid climates differ fundamentally from humid environments. Primary challenges come from two sources: mechanical abrasion from sand and dust particles, and material stress from extreme temperature differentials. Sand and dust gradually wear surface coatings through continuous friction—even high-quality galvanized layers thin under prolonged wind-sand action. This abrasion is particularly evident at windward positions, where localized coating thickness loss creates corrosion initiation points.
Wood posts face special risks in arid environments. Lack of moisture causes wood to dry and crack, reducing structural integrity. Texas ranchers report that clay soil in summer heat dries to produce “ankle-breaking cracks,” and this soil shrinkage similarly affects embedded post stability.
Heat-induced thermal expansion is another key engineering issue. Arizona case data shows that over 200-foot fence spans, 119°F summer to 32°F winter temperature fluctuations can produce 1-2 inches of thermal expansion-contraction displacement. Without proper absorption mechanisms, this stress gradually loosens posts or causes wire breakage.
Design Recommendations and Optimization Strategies
Coating thickness optimization is the primary strategy against sand/dust abrasion. Standard Class 3 galvanization in dry climates can achieve or exceed 25-year lifespan, but in persistent wind-sand regions, adding 5-10% coating thickness margin provides additional protection. PVC coating application in arid dust environments requires careful evaluation—while providing an extra protective layer, polymer surfaces erode faster than metal coatings under sustained sand particle impact.
Metal posts in arid regions outperform wood posts. Steel or aluminum posts do not crack from water deprivation and demonstrate greater stability across extreme temperature differentials. If wood posts are necessary, select naturally weather-resistant species (such as cedar or redwood) and apply thorough preservative treatment before installation.
Thermal expansion management requires adjustment mechanisms in fence design. Recommended practices include: establishing one tension adjustment point every 20 feet, using tension indicator springs to absorb seasonal expansion-contraction, and H-brace width should be 2-2.5× fence height to distribute thermal stress. High-tensile wire typical tension should maintain 200-250 lbs; over-tensioning (exceeding 250 lbs) may pull posts out during high-temperature expansion.
Short Conclusion: Arid environments demand abrasion-resistant coating thickness and thermal stress management design, not simply pursuing highest corrosion-resistance grades. Moderate Class 3 galvanization combined with reasonable thermal expansion allowance can achieve 20+ year reliable service in dry climates.
1.3 Cold and Freeze-Thaw Conditions
Performance Impact Mechanisms
Freeze-thaw cycles affect fence systems through three destructive processes: soil frost heave displacing posts, wire thermal contraction increasing tension, and ice-snow loading creating structural stress. When soil moisture freezes, volume expansion generates sufficient force to push posts upward—this “frost heaving” phenomenon is particularly significant in clay and silt soils.
Wire contracts in cold weather, significantly increasing tension. This contraction in winter may increase tension by 20-30%, exerting additional pull on corner posts. If fences tensioned in fall did not reserve cold-contraction allowance, winter contraction may cause wire breakage or post tilting.
Ice-snow load accumulation weight bends horizontal wires and displaces posts. Once ice-snow freezes onto fencing, repairs become extremely difficult, potentially requiring spring thaw. In engineering practice, many regions’ experiences show that attempting forced removal of frozen ice may cause greater wire damage.
Design Recommendations and Engineering Countermeasures
Post embedment depth must reach below the frost line. Northern U.S. frost lines typically occur at 36-42 inches depth, southern regions at 12-24 inches. Specific depth should follow the deeper of two standards: “6 inches below frost line” or “1/3 to 1/2 of fence height.” For example, a 6-foot-high fence in a region with 36-inch frost line should have posts buried at least 42 inches (frost line + 6 inches) deep.
Post foundation design requires consideration of drainage and stability. Laying 6-8 inches of gravel drainage layer at the post hole bottom prevents water accumulation and freeze expansion. When backfilling, use gravel-soil mixture rather than pure clay to improve drainage and reduce frost heave risk. Some engineers recommend “anti-frost sleeves” in severe cold regions—these plastic sleeves wrap posts, allowing frozen soil to slide along smooth surfaces rather than gripping posts.
Wire tension systems should include seasonal adjustment capability. Tension indicator springs are key components—they compress to absorb tension when wire contracts and extend to release tension during expansion, maintaining the 200-250 lbs target tension range. In regions with large temperature variations, setting in-line strainers every half-mile allows spring re-tensioning.
High-carbon steel wire outperforms ordinary wire in freeze-thaw environments because it maintains strength and flexibility at extremely low temperatures without brittle fracture. Galvanized coating thickness is equally important—water from ice-snow melt combined with freeze-thaw cycles accelerates rust; Class 3 galvanization is the minimum recommended standard for cold climates.
Key Points: The design core for freeze-thaw environments is deep-buried posts combined with flexible tension systems. Investing in correct embedment depth and tension adjustment mechanisms avoids massive spring repairs for post tilting and wire breakage.
1.4 Saline and Coastal Exposure
Special Corrosion Risks
Marine environments pose the most severe corrosion challenges for fence materials. Chloride ions are the primary destructive factor—these charged particles from seawater and salt spray can penetrate protective coatings and directly attack underlying steel. Chloride ions accelerate oxidation through electrochemical reactions; even quality galvanized coatings in coastal regions may have lifespan reduced by 40-60%.
Salt particles adsorb moisture, forming highly conductive electrolyte films on metal surfaces, creating ideal corrosion conditions. This mechanism explains why coastal fencing continuously corrodes even when surfaces appear dry. Pitting is a typical failure mode—corrosion begins from localized coating defects, gradually expanding inward to form pits, severely weakening wire cross-sectional area and tensile strength.
Engineering-Grade Protection Solutions
In salt-spray environments, standard galvanization no longer provides reliable protection. Zinc-aluminum alloy Class 40 coating (or higher-performance systems) is an engineering necessity, providing 50+ years of protection under extreme coastal conditions. The 5% aluminum content in zinc-aluminum alloy promotes formation of more stable protective corrosion products, with corrosion rates in sodium chloride presence significantly lower than pure zinc coatings.
Stainless steel wire is the ultimate solution for marine environments. Though initial cost is 2-3× galvanized steel, stainless steel maintains structural integrity even under direct saltwater contact, often yielding lower whole-life-cycle costs. For budget-limited projects, stainless steel or Class 40 coating can be used in areas most susceptible to salt spray (such as windward faces, within 100 meters of coastline), with Class 3 galvanization in other areas.
PVC coating performance in marine environments is complex. High-quality marine-grade PVC coating provides additional protection, but UV and salt-spray synergistic degradation causes some polymer formulations to prematurely age and crack. If selecting PVC coating, confirm products have UV-resistant additives and marine environment testing certification.
Maintenance strategy is equally critical. Coastal fencing should be cleaned quarterly to remove salt deposits; using high-pressure water or mild detergent scrubbing prevents salt accumulation. Regular inspections should focus on weld points, connections, and coating wear areas—these locations are most susceptible to pitting. Any rust spots must be addressed immediately—remove rust with wire brush, apply rust-preventive metal paint.
Design Bottom Line: Marine environments allow no compromise in material selection. Using galvanization below Class 3 or coatings without marine environment certification inevitably leads to systemic failure within 2-5 years. Correct material investment plus regular maintenance can achieve 20-30 year reliable fence lifespan in coastal regions.
2. Soil Types and Post Foundations
Soil conditions determine post enduring stability. Different soil bearing capacities, drainage characteristics, and seasonal variation amplitudes vary greatly, directly affecting embedment depth, foundation design, and support system selection.
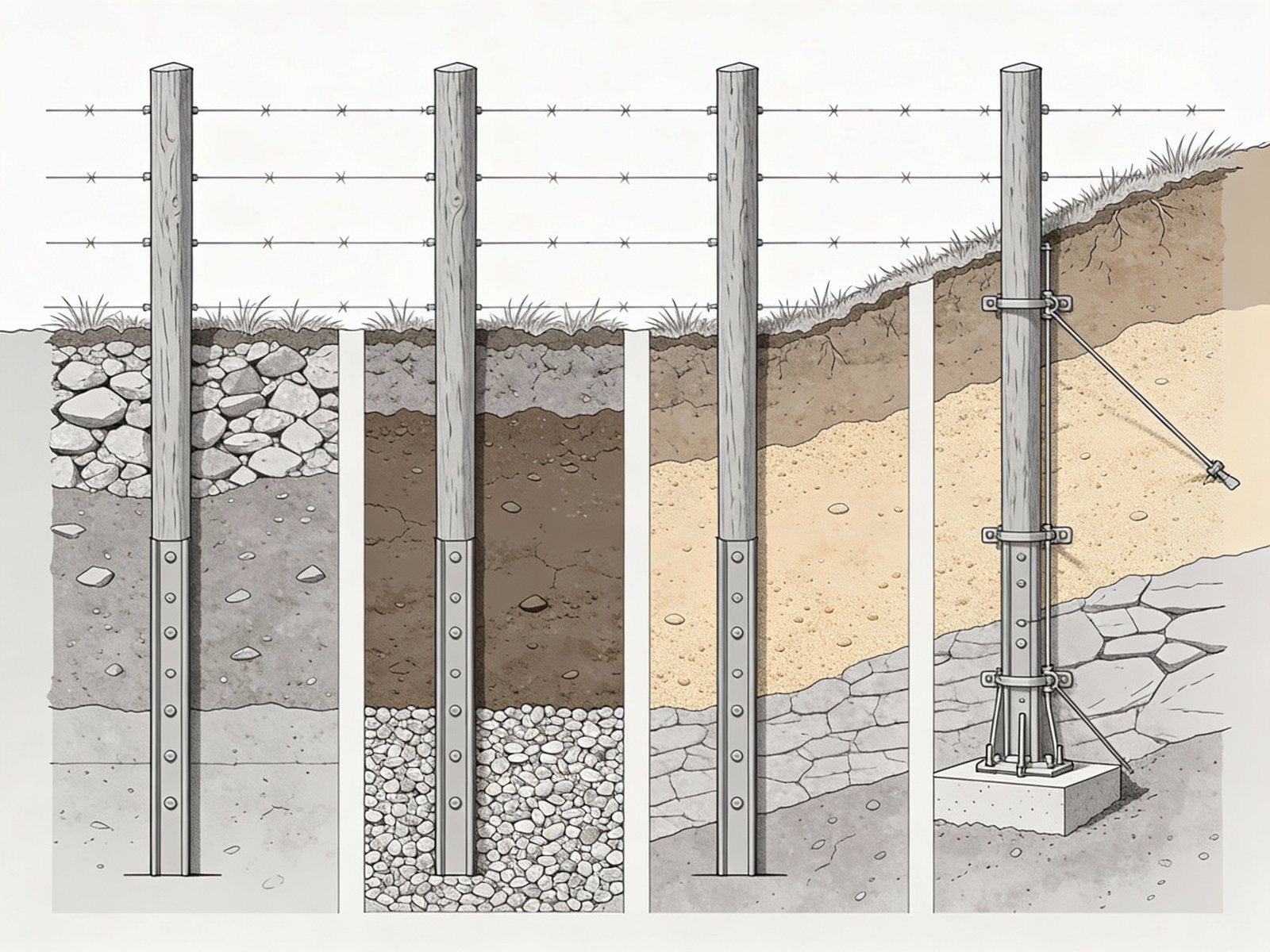
Fence post foundation requirements across different soil types
2.1 Rocky and Hard Soils
Construction Challenges
Rocky soils present significant construction challenges. Traditional manual or mechanical hole-digging tools experience drastic efficiency drops upon encountering rock layers; drilling costs may be 3-5× ordinary soil. Rock fragments make reaching specification-required embedment depths extremely difficult; in some cases, standard depths are simply unachievable.
Rock formation irregularity creates additional complexity. The same fence line may have alternating sections of soft soil and hard rock, requiring mixed installation techniques. This inconsistency increases construction time and budget uncertainty.
Solution Strategies and Technical Options
Rock drivers or hydraulic hammers effectively penetrate shallow rock layers but only suit situations with limited rock thickness. For deep rock geology, professional rock drilling equipment rental may be necessary, using diamond drill bits or rotary percussion drilling.
Expansion anchor systems provide alternatives. This method installs mechanical expansion anchors in shallower holes (depth possibly only 50-70% of standard requirements), achieving stability through increased contact surface area and friction. The key to expansion anchors is ensuring expansion mechanisms fully embed in solid rock layers, not weathered debris layers.
Where rock posts are limited (such as corners or gates), surface concrete bases with metal shoes can be designed. This method fixes posts onto concrete pads poured on rock surfaces, providing stability through base mass and anchor bolt pullout resistance. Though initial cost is high, it avoids enormous deep-drilling expenses.
H-brace design in rock areas requires special attention. Due to difficulty achieving standard embedment depths, diagonal bracing wire bearing lateral forces becomes more critical. Recommend using larger-diameter posts (6-8 inches) and high-strength diagonal wire, ensuring brace width reaches 2.5× fence height.
Engineering Trade-offs: The key with rocky soil is finding balance between construction cost and system stability. Completely avoiding rock areas may lead to unreasonably extended fence routes; forcibly deep-drilling every post has unacceptable costs. Reasonable strategy: invest in deep drilling or concrete bases at critical positions (corners, gates, direction changes); use shallower embedment with reinforced bracing for ordinary line posts.
2.2 Soft and Clayey Soils
Core Problems
Low pullout resistance in soft and clay soils is the primary technical challenge. These soils become extremely soft when saturated; post lateral stability and vertical pullout capacity significantly decrease. University of Florida fencing guidelines explicitly state that using native soil backfill in silt or clay makes it “hard to keep posts fixed in the ground.”
Clay’s expansion-shrinkage characteristics cause seasonal movement. During rainy season, clay absorbs water and expands; during dry season, it contracts and cracks. This cyclical movement gradually loosens posts; even initially firm posts may begin tilting after several wet-dry cycles.
Poor drainage is clay soil’s inherent property. Dense clay particles are nearly impermeable, causing water accumulation around posts. Accumulation not only accelerates wood post rot but causes severe frost heave in freeze-thaw climates due to ice expansion.
Solution Strategy Engineering Logic
Increased embedment depth is a direct method addressing insufficient pullout resistance. In clay soil, post embedment depth should equal or exceed fence highest wire height—for example, 6-foot-high fence needs 6-foot-deep posts. This ratio ensures that even under maximum tension, posts will fail by material fracture before foundation failure (i.e., designed for post strength failure rather than foundation failure).
Concrete anchoring provides more reliable solutions, but construction details determine success or failure. Traditional concrete filling may fail due to water accumulation—clay’s low permeability traps water at concrete-soil interface; prolonged soaking weakens concrete-post bonding. Improvement solutions include:
- Laying 6-12 inches of gravel drainage layer at post hole bottom as water accumulation space
- Post hole diameter should increase 50% from standard size (e.g., from 8 inches to 12-18 inches) to provide space for drainage and concrete
- Consider “dry concrete” technique—pour dry concrete powder into hole, allowing groundwater to slowly hydrate, avoiding water accumulation layers around concrete
Enlarged base design increases pullout resistance by increasing post bottom contact surface area. Nailing a 1-foot-long 4×4 board at post bottom to form “T” base can significantly increase uplift resistance. This simple modification is particularly effective in soft and clay soils with less than 10% cost increase.
Soil amendment is a long-term solution. Mixing sand or gravel around posts improves drainage and increases friction. Gypsum (calcium sulfate) amendment for clay can change electric charge interactions between clay particles, enlarging inter-particle voids to improve drainage. However, gypsum is only effective for specific clay types; consult agricultural extension services or soil scientists before use.
Surface slope adjustment prevents water convergence toward posts. Form outward-sloping surfaces around posts to guide surface water away from fence lines. In severely poor-drainage areas, French drains or other drainage systems may be needed along fence lines.
Design Principles Summary: The success key with clay soil is drainage management rather than simply adding more concrete. A well-designed drainage system with moderate deep embedment outperforms ignoring drainage with deep burial and massive concrete. Post foundation design should follow “isolate water rather than fight water” principles.
2.3 Sandy and Unstable Soils
Stability Challenges
The essential problem with sandy soils is lack of inter-particle cohesion. Sand particles freely slide under force, unable to provide lateral constraint through particle adhesion like clay. This causes posts to easily laterally displace, especially under fence tension or wind loads.
On slopes, gravity exacerbates sand instability. Sand around posts gradually slides downslope, forming voids on post upslope sides. After multiple rain seasons of erosion, this displacement may cause entire fence sections to tilt or even collapse.
Sandy soil deep-burial requirements are more demanding than other soil types. Mississippi State University livestock fencing guidelines recommend post embedment depth in sandy soil should be 15× diameter, while clay needs only 10×. This means 6-inch diameter posts in sand need burial at 90 inches (7.5 feet) deep, far exceeding standard depths.
Engineering Solutions
H-braces play especially critical roles in sandy environments. Due to individual post limited bearing capacity, loads must be distributed to multiple posts through bracing systems. H-brace width should reach 2.5× fence height; diagonal wire angle maintained below 45 degrees ensures effective lateral force transfer. In sandy soils, double H-braces (four-post systems) may be necessary configurations for corners and gates.
Compaction is an effective means of increasing sand bearing capacity. When backfilling, compact each 6-8 inch thickness layer in stages, significantly improving density and friction. Using manual or mechanical compaction tools, each layer should be compacted until no obvious settlement occurs. Compaction at post hole bottom is especially important—this determines post vertical stability.
Spiral piles and ground anchors provide innovative solutions for sandy soils. Spiral ground anchors screw underground by rotation; spiral blades grip surrounding soil to provide pullout resistance. This system performs well in moderately dense sand but may encounter difficulties in extremely loose or extremely dense sand. Reddit users’ practical experience shows spiral anchors in sand easily rotate off-vertical; pre-drilling pilot holes ensures alignment.
Concrete foundation applications in sand differ technically from clay. Sand’s good drainage allows direct concrete pouring without worrying about water accumulation. Post holes should be inverted cone-shaped—narrow top, wide bottom, forming concrete “anchor blocks” utilizing bottom-expanded concrete blocks to resist uplift forces.
Post spacing adjustment is a system-level strategy adapting to sand. On flat sandy terrain, standard 16-20 foot spacing should reduce to 10-12 feet. On sandy slopes, spacing may need further reduction to 8-10 feet, with intermediate supports added in steep-slope sections. Though this increases post quantities, it significantly improves overall stability.
Key Design Points: The core for sandy fencing is compensating for soil’s low bearing capacity through deeper embedment, enhanced bracing, and dense spacing. On sandy slopes, preventive design investment far outweighs post-repair costs for tilted fencing. Spiral anchors can be used for temporary or light fencing, but critical positions and permanent fencing should still rely on deep-buried compaction or concrete foundations.
Video Reference: “How Do Soil Types Affect Fence Post Stability For Installation?” (LearnToDIY360, 2025) demonstrates practical installation techniques across clay, sandy, loamy, gravel, and silt soils. Key demonstrations include proper drainage setup for clay, deeper embedment for sand, and concrete reinforcement strategies. Video shown for visual reference only. Installation requirements may vary by location and soil conditions.
3. Choosing Coatings and Materials
Coating is the first line of defense for wire against environmental erosion. Understanding the matching relationship between coating grades, coating types, and environmental conditions is key to achieving cost-effective durability design.

Comparison of galvanized and zinc-aluminum fence wire coatings
3.1 Understanding Galvanization Classes and Application Contexts
Galvanization grades quantify through zinc coating thickness, directly determining fence expected lifespan under specific environments. Major grades adopted by U.S. agricultural fencing industry include:
Commercial Coating: Thinnest coating, unable to meet ASTM standards. In any climate begins showing rust within 3-6 months. This coating only suits indoor temporary applications or temporary fencing planned for replacement within one year; should not be used for any outdoor livestock fencing.
Class 1 Galvanization: Provides 0.28 oz zinc/sq ft coating thickness. In dry inland climates maintains 8-12 years, but in coastal or humid climates supports only 2-4 years. Class 1 is the most common product in farm supply chain stores; widely sold due to low initial cost, but total ownership cost often exceeds higher-grade coatings.
Class 3 Galvanization: Industry standard, providing 0.80 oz zinc/sq ft—96% more zinc content than Class 1. In non-coastal climates achieves 20-30 years rust protection; in coastal humid environments still maintains 13-20 years. Class 3 meets ASTM A116, A641, and A121 standard requirements; minimum recommended grade for serious livestock fencing. For regions with demanding environmental conditions, consult regional fencing standards and regulations for specific coating requirements.
Zinc-Aluminum Alloy Class 20: Composed of 95% zinc and 5% aluminum alloy coating, providing 25-30 year expected lifespan. Aluminum addition promotes formation of more stable protective oxide layers, outperforming pure zinc Class 3 coating in high-humidity and moderate salt-spray environments.
Zinc-Aluminum Alloy Class 40: Highest-grade coating technology, providing 50+ year protection capability; industry’s only product offering 50-year warranty. This coating suits extreme environments—coastal salt-spray zones, industrial pollution zones, or scenarios where ranchers desire one-time investment for lifetime protection.
Environmental Correspondence Table and Cost-Benefit Analysis
| Environmental Conditions | Recommended Minimum Coating | Expected Lifespan | Cost-Effectiveness Assessment |
|---|---|---|---|
| Dry inland, low humidity | Class 1 | 8-12 years | Acceptable when budget-constrained |
| Temperate, moderate humidity | Class 3 | 20-25 years | Best cost-performance choice |
| Humid, high moisture | Class 3 | 15-20 years | Necessary minimum standard |
| Coastal, moderate salt spray (<5km from coast) | Zn-Al Class 20 | 25-30 years | Long-term cost optimal |
| Coastal, heavy salt spray (<1km from coast) | Zn-Al Class 40 | 50+ years | High initial investment but lowest life-cycle cost |
| Industrial pollution zones | Class 3 to Zn-Al 20 | 15-25 years | Select based on pollution severity |
Though Class 3 galvanization unit cost is approximately 40-60% higher than Class 1, its 3-7× lifespan advantage makes total ownership cost significantly lower. Considering labor for removal, reinstallation, and business interruption costs, Class 3 in most applications recoups additional investment by year 5-7.
3.2 Selection Logic for Smooth Wire vs PVC Coating
PVC Coating Advantages and Limitations
PVC (polyvinyl chloride) coating adds plastic protective layers over smooth or galvanized wire, providing multiple functions: physically isolating moisture and corrosive substances, UV inhibitors delaying sunlight degradation, smooth surfaces reducing livestock injury risk.
In humid and marine environments, PVC coating can significantly extend wire lifespan. Polymer layers maintain integrity even under salt-spray conditions, providing an additional protective barrier beyond galvanized layers. High-quality PVC formulations maintain flexibility across temperature changes without cracking when bent.
However, PVC coating has critical weaknesses: mechanical wear sensitivity and rapid failure after coating damage. In arid sandy-dusty environments, sand grain continuous impact on PVC surfaces causes coating to wear faster than metal coatings. Once coating cracks or peels, exposed wire (if underlying substrate is not galvanized) corrodes rapidly. This “breach corrosion” may be more severe than uncoated wire because coating damage sites form localized electrochemical cells.
PVC-coated wire strength may be lower than bare wire of equal diameter because plastic layers occupy part of the cross-section. In applications requiring high tension (such as large cattle ranch boundary fencing), this may be a limiting factor.
Application Scenario Decision Matrix
Prefer PVC Coating When:
- Humid coastal environments with salt spray exposure but low mechanical contact
- High visual aesthetic requirements (PVC offers colors like black, green)
- Need to reduce livestock injury risk (such as horse farms, exhibition areas)
- Budget allows and desire to maximize corrosion protection
Prefer Smooth Galvanized Wire When:
- Arid wind-sand environments where abrasion is primary threat
- Applications requiring maximum tension strength
- Limited budget and non-extreme environmental conditions
- Need easy visual wire condition inspection (PVC coating may hide internal rust)
Hybrid Strategy Engineering Optimization
Within the same fence system, mixed use of coated and bare wire can be based on micro-environmental differences. For example: fence windward faces and low-lying waterlogged sections use PVC-coated wire; inland dry, frequent mechanical abrasion sections use Class 3 galvanized smooth wire. This zoning strategy can achieve 15-20% cost savings in large ranches without sacrificing overall performance.
Key Selection Principle: PVC coating is not a galvanization substitute but a supplement. The most reliable PVC-coated wire adds coating over high-grade galvanization (Class 3 or higher), forming dual protection systems. Products relying purely on PVC coating without underlying galvanization will rapidly fail once coating breaches; unsuitable for long-term livestock fencing.
4. Maintenance Plans for Different Conditions
Maintenance plans must be customized based on environmental stress types and intensities. Standardized annual inspections suffice in some climates but may lead to catastrophic failures in harsh environments. This section provides practical guidance found in our comprehensive cattle fence maintenance and repair guide.
4.1 Seasonal Maintenance Cycle Design
Spring (Winter Damage Assessment and Tension Recovery)
Spring is the most critical maintenance window of the year, focused on assessing winter damage and restoring system performance.
Post stability checks should be conducted first. Frost heave leaves tilted or loosened posts after thawing; repairs must be made before full livestock grazing. Use a level to check each corner post and gate post verticality; any deviation exceeding 5 degrees should be re-compacted or reinforced.
Wire tension assessment and adjustment are core spring tasks. Excessive tension from winter contraction releases during spring warming, potentially causing wire sagging looseness. High-tensile wire systems require tension indicator springs to readjust to 200-250 lbs target tension. Woven wire fencing should be inspected for separation from posts or sagging phenomena; may require re-tightening or adding supports.
Drainage system cleaning prevents summer rainwater problems. Clear debris and vegetation near fence lines; ensure drainage ditches are clear, guiding water flow away from posts. In regions experiencing severe winters, check if drainage slopes changed due to frost heave.
Summer (Thermal Expansion Management and Vegetation Control)
Metal components expand significantly in high temperatures, potentially loosening connectors and hardware. Monthly patrols once; tighten all visible bolts, clamps, and fasteners with wrenches. This seemingly simple task prevents massive repairs from connection failures.
Wire systems in summer may develop excessive slack. Thermal expansion causes wire elongation, reducing effectiveness and creating safety hazards. If fence was correctly tensioned in spring, summer requires only fine-tuning; if significant slack is detected, check if posts tilted due to insufficient tension.
Vegetation management dominates summer maintenance. Fast-growing grass and shrubs contacting electric fences cause shorts, or hide damage in non-electric fencing. Maintain 12-18 inch clean zones on both fence sides, using trimmers or herbicides. In arid regions with high fire risk, fence line clean zones simultaneously serve as firebreak isolation.
Fall (Winter Preparation and Preventive Reinforcement)
Fall maintenance strategic goal is completing all major repairs before ground freezes and harsh weather arrives.
Hardware reinforcement ensures integrity under winter stress. Inspect and tighten all connectors, especially corner brace and gate post components. Winter’s ice-snow loads exert enormous stress on loose connections; fall’s small investment avoids winter emergency repairs.
Post support assessment should consider expected ice-snow loads. In historically severe ice-storm regions, temporary supports or reinforced H-braces may be needed for certain critical posts. Though this increases fall workload, it’s far easier than repairing under ice-frozen conditions.
Drainage improvement is strategic fall work. Adjust ground slopes near fence lines to guide surface water away from critical fence components. In low-lying waterlogged areas, install or expand drainage ditches to prevent winter moisture accumulation and freezing.
Winter (Monitoring Mode and Emergency Response)
Winter maintenance shifts to low-intensity monitoring and emergency response mode.
Monthly visual inspections from trucks or ATVs avoid routine repairs in ice and snow. Focus observations: ice-snow accumulation on fence lines excessive, posts obviously tilted, wildlife-caused damage.
Ice-snow load management requires careful judgment. Though timely snow removal reduces loads, in some cases attempted removal may cause greater damage. If ice already froze onto wire, forced removal may cause wire breakage. Safer practice is waiting for natural melt while monitoring structural stress.
Emergency repairs should be limited to safety threats. If damage may cause livestock escape or entry into hazardous areas, immediate repair is necessary. Temporary repairs can use wire nuts or clamps but should be replaced with permanent connections in spring. Major engineering repairs should be postponed until ground thaws and conditions improve.
4.2 Climate-Specific Maintenance Strategies
Humid Coastal Regions Intensified Protocol
- Quarterly inspection frequency is necessary standard
- Salt deposit washing should be quarterly or after storms
- Early detection and treatment of rust spots is core
- Protective coating reapplication every 1-3 years for wood fencing
Arid High-Temperature Regions Specialized Maintenance
- Spring and fall seasonal tension adjustment needs
- UV protection coating supplemental application
- Firebreak clean zone maintenance has dual functions
Cold Freeze-Thaw Regions Cyclical Management
- Freeze-thaw cycle counts determine maintenance intensity
- Fall drainage system optimization crucial for cold climates
- Winter-specific wire tension rules
4.3 Record Systems and Predictive Maintenance
Establishing fence maintenance logs can significantly improve long-term performance. Recording each inspection’s date, problems found, actions taken, and components replaced can identify failure patterns and high-risk areas.
Typical maintenance records should include:
- Inspection date and weather conditions
- Post status (numbering system identifies each post)
- Wire tension readings (using tension indicator springs)
- Rust or corrosion locations and extent
- Replaced components and their service years
- Next planned inspection date
Multi-year maintenance record analysis reveals true environmental impact rates. For example, if records show coastal section Class 3 galvanization begins rusting at 12 years rather than expected 20 years, this indicates that specific microenvironment needs upgrading to Zn-Al Class 20 coating.
Predictive replacement strategy based on recorded data: rather than waiting for component complete failure, plan replacement 6-12 months before failure based on historical data. This allows work completion under ideal weather conditions, avoiding high costs and safety risks of emergency repairs.
5. Common Environment-Related Fence Mistakes
Understanding typical errors and their root causes helps designers and ranchers avoid costly failures. Many of these failures stem from common cattle fence wire buying mistakes, particularly when environmental factors are underestimated during material selection.
Error Pattern 1: Coating Selection Mismatched with Environment
Using Class 1 or commercial-grade galvanization in humid or coastal environments, expecting 10+ year lifespan. Chloride ions and persistent moisture rapidly consume thin coatings. Class 1 in coastal environments may begin severe rust within 2 years, requiring replacement by year 4. Initial cost savings of 20-30% are completely offset by 2-3 premature replacements; actual total cost exceeds 150-200%.
Error Pattern 2: Ignoring Soil Type in Post Design
Using standard embedment depth (1/3 fence height) in sandy or soft clay, causing posts to gradually tilt. Soft and sandy soils’ low bearing capacity cannot resist fence tension and wind loads. Even initially firm installations, after several rain seasons or freeze-thaw cycles posts begin displacement.
Error Pattern 3: Installing Above Frost Line in Cold Climates
In frost-experiencing regions, burying posts above frost line ignoring frost heave risk. When soil freezes, volume expansion produces upward thrust. Posts above frost line get “pushed out” of ground, causing fence height variation, tension loss, and structural instability.
Error Pattern 4: Single Tension Standard Applied to Different Climates
Not considering seasonal temperature variations, using same wire tension settings in all climates. In regions with large temperature differentials, wire installed at 250 lbs tension in summer may contract to 300-350 lbs tension in winter; this excessive tension can pull out posts in low spots or cause wire breakage.
Error Pattern 5: Drainage Neglect in Clay Soils
In clay, directly filling concrete without drainage layers, assuming concrete solves all stability problems. Clay’s low permeability traps moisture around concrete. Prolonged soaking weakens concrete-soil interface; when frozen, trapped water freezes and expands, displacing entire concrete blocks.
Error Pattern 6: Using Steel Posts in Electric Fences
In electric fence systems using steel T-posts, relying on insulators to prevent shorts. Steel conducts electricity; any insulator cracking, weathering, or detachment causes fence direct ground shorting. Insulator failure is a matter of time not possibility—UV degradation, mechanical impact, and temperature cycling all cause insulator cracking.
Environmental stress often accelerates typical cattle fence failure mechanisms, especially when soil behavior and corrosion risks are not addressed during design. Long-term durability assumptions should be validated against real-world fencing performance cases rather than relying solely on manufacturer specifications.
6. Summary: Environment + Behavior + Engineering
Fence design is a multi-variable optimization problem where environmental factors constitute fundamental constraint conditions. Successful fence systems must follow a clear decision hierarchy:
Layer 1: Environmental Inputs
Climate type (humid/arid/cold/coastal), soil classification (clay/sand/rock), hydrological conditions (drainage/waterlogging/groundwater level), and special exposures (salt spray/industrial pollution/extreme temperature differentials) jointly define material selection boundaries. These factors are non-negotiable—designs ignoring environmental constraints inevitably lead to premature failure.
Layer 2: Material and Structural Response
Based on environmental inputs, select appropriate coating grades (Class 1 to Zn-Al 40), coating types (bare wire/PVC), post materials (wood/metal/composite), and foundation designs (depth/drainage/concrete). Each choice should target identified primary environmental threats: corrosive environments upgrade coating grades, soft soils increase embedment depth, freeze-thaw climates strengthen drainage systems.
Layer 3: Biological and Functional Requirements
After satisfying environmental constraints, integrate livestock behavior (impact force/climbing/burrowing), safety requirements (visibility/injury risk), and operational needs (maintenance convenience/cost budget). These factors adjust fence height, wire spacing, tension settings, and gate positions but should not override environment-driven material selection.
Layer 4: Maintenance Strategy
Set inspection frequency and maintenance tasks based on environmental stress intensity. Coastal humid environments require quarterly inspections and active corrosion prevention; arid inland can accept semi-annual inspections; cold climates demand seasonal tension adjustments and post-frost assessments. Maintenance is not an additional consideration in fence design but an integral system component—high-maintenance-demand designs should be optimized through material upgrades.
Key Engineering Decision Principles
- Environment Priority: When uncertain, design for worst expected conditions rather than average conditions. Climate change makes extreme events more frequent; conservative material selection provides resilience.
- Systems Thinking: Individual quality components cannot compensate for systemic design flaws. Class 40 coating wire with shallow-buried posts still fails; correctly-depth posts with Class 1 coating in coastal areas are equally unreliable. Every subsystem must adapt to environment.
- Life-Cycle Optimization: Initial cost minimization often leads to total ownership cost maximization. Class 3 galvanization costs 50% more than Class 1 but lasts 3-7× longer with 40-60% lower total cost. Correct cost analysis should include materials, labor, replacement, and business interruption over full cycle.
- Adaptive Design: On large ranches or environmentally diverse properties, do not force single fence specifications. Zoning strategies allow high-grade materials in high-stress areas (coastal sections/low wetlands/main wind gaps), economic specifications in protected areas, achieving overall cost optimization.
- Recording and Learning: Maintenance records are the most valuable design feedback. Systematically recording failure patterns, lifespan data, and cost information enables subsequent projects to make decisions based on actual local experience rather than general recommendations.
The essence of fence engineering is translating environmental physics into material selection and structural design. Understanding corrosion dynamics, soil mechanics, and thermodynamics principles enables ranchers and designers to make intelligent decisions that withstand time and weather tests. Environmental factors are not one design consideration element—they are the foundation upon which everything else must be built.
In challenging environments, DIY versus professional fence installation decisions can significantly impact long-term stability, maintenance cost, and system lifespan. Understanding these environmental complexities helps inform whether professional expertise is necessary for your specific conditions.